8 Fatal Lean wastes: How to Identify them?
The word “Lean” is originated in 1940's, when Toyota used the lean techniques within its manufacturing environment.
Taiichi Ohno, a Japanese industrial engineer, started his career working with Toyoda Spinning and with Toyota Motors later in his career, he rose through the ranks within the organization.
According to Ohno, Lean approach is a step by step reduction of waste (called "Muda" in Japanese). There were initially 7 types of lean wastes in manufacturing processes. Identifying and removing them is the key to delivering value to the customers. The 8th lean waste was added recently, which is,”Underutilization of Skills”.
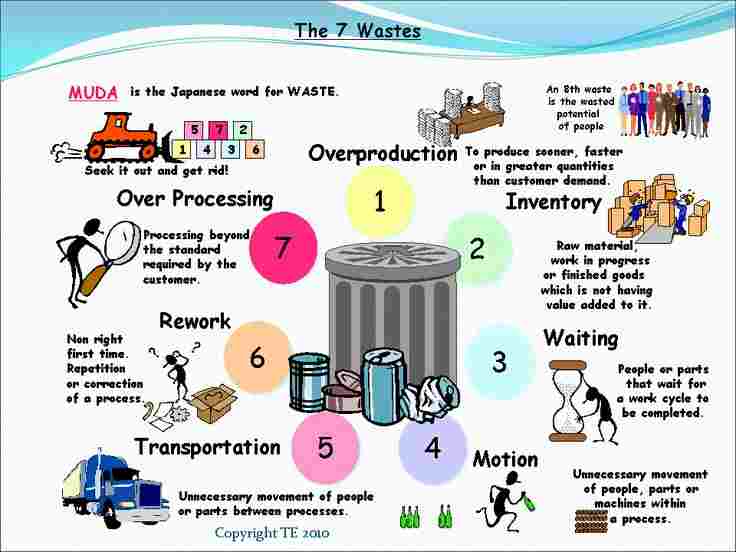
Source: https://www.pinterest.com/vedzen/the-8-waste/
Let’s look into the 8 wastes of Lean Six Sigma in detail
Lean and Six Sigma can both improve business processes and performance in their own ways-
- Lean focuses on the processes, improving flow and making them more efficient.
- Six Sigma focuses on output, improving quality, and increasing effectiveness.
So, how do we define Waste?
We define Waste or Muda is any step within the process, which does not add value to the customer.
So, what adds value to the customer?
Well – let’s take an example! You ordered for a pepperoni pizza at a restaurant nearby. When the pizza finally arrives after 20 minutes, it was not warm; seemed like it was off the oven a little while ago. You informed the restaurant staff about this.
He threw the pizza off in the garbage bin and gave you a fresh baked one in 10 minutes. He topped it up with a sincere apology and a smile.
Kudos to the attitude of the restaurant staff, but this is “Waste”.
As a customer, this inconvenienced you. The resultant wastage of the input and effort spent behind the first pizza was avoidable.
Let’s take a near to work example next.
Rex works for an e-commerce company within their logistics division. He works as an associate, and delivers parcels as per customer orders at their door-step. Timing of the delivery is ever-so-critical for both Rex and his customers.
In a specific instance, Rex delivered a laptop 4 hours later than the scheduled delivery time. He managed to explain the customer using all his charm and salesmanship. The distance between the local warehouse and the dispatching station caused the delay. The dispatching station needs 4 hours for normal deliveries within its territory.
But, there was a delay in delivery of the laptop much beyond the acceptable timeline.
This is a classic example of “Waste”.
It inconvenienced the customer, and put further pressure on the company resources.
Don’t you think the customer would speak about this instance to some of his network? Wouldn’t repeated adverse experiences start eroding the brand value of the company?
“Yes” – is the obvious answer! Thus, identifying and removing waste in processes is critical for all customer-centric organizations.
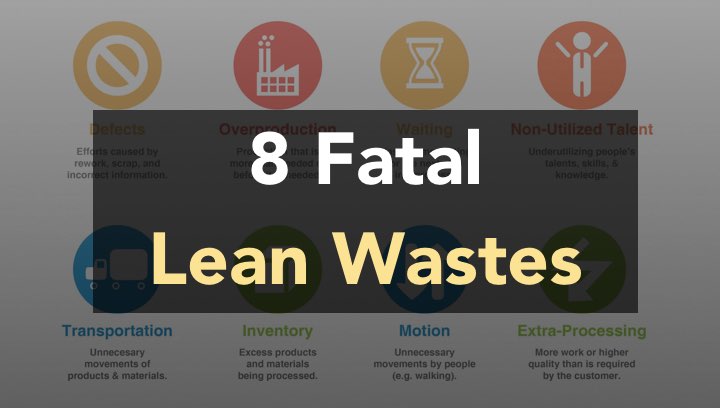
The earlier advocates of Lean came out with 7 different types of Waste. An 8th one has come into existence in the last few decades. Let’s understand each of these types of wastes in further detail.
The abbreviation to make it easy for you to remember these are ‘TIMWOODS’
T – Transportation
I – Inventory
M – Motion
W – Waiting
O – Over-production
O – Over-processing
D – Defects
S – Skills – under-utilization of skills or creativity
Do you know how Lean Six Sigma certified professionals handle these wastes? Click Here to know!
Let’s look at each one of these 8 wastes of lean six sigma in detail:-
1)Transportation
Transportation is the flow of inputs within a manufacturing or office environment.
More relevant to manufacturing units than offices. This also applies to human movement. Focus is on reducing movement of employees from one place to another.
Reasons for Transportation wastes could be -
- Faulty factory or office lay-out
- Poor machinery set-up and design
- Lack of seamless flow between processes, upstream and downstream
Solution:
- Avoid transportation wastes through seamless flow of inputs from upstream to downstream processes.
- Efficient hand-offs and minimal back and forth process steps help reduce this.
- Simplify layout designs by reviewing the same through an input-process-output (IPO) technique.
- Use simple lean tools like spaghetti and swim-lane charts.
For e.g. Imagine the chef’s predicament in the poorly-laid kitchen in Figure below.
He will waste a lot of energy delivering a single customer order. Simple example of how transportation waste results in inefficiencies and delays. To say the least, a demotivated chef!
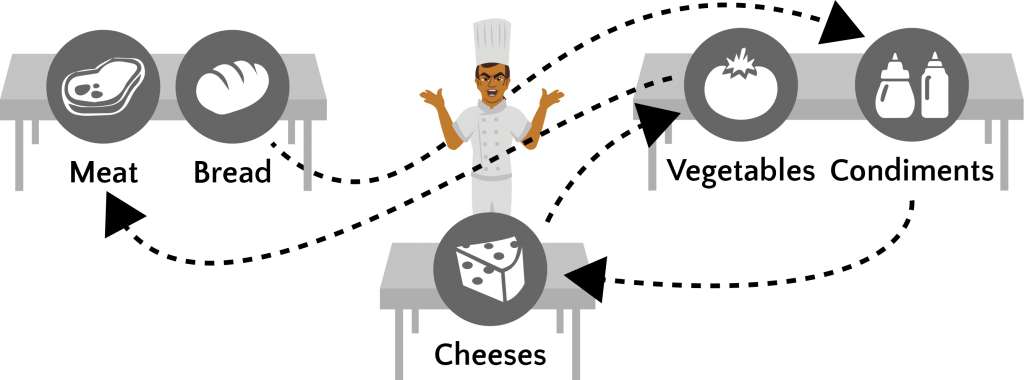
Source: https://www.linkedin.com/pulse/wastage-should-avoided-reach-high-proftiability-sumti-bhadani
2)Inventory
Inventory is anything that is arising due to excess of supply over demand.
Inventory costs money – storage, safety, upkeep and recording. For perishable goods, the scenario will be much more critical.
Causes for inventory waste are-
- Faulty demand forecasting techniques
- Bottlenecks within the end-to-end process flow
- More emphasis on push techniques of production
- Ineffective monitoring systems
- Faulty supplier/vendor management
Solution:
- Some ways to reduce inventory is to lay down more emphasis on pull techniques of production. In this technique, downstream processes produce as per the demand from upstream processes.
- Lay down effective monitoring mechanisms.
- Adhere to a Master Production Schedule design and use lean techniques like Kanban.
- Identify bottlenecks within the process and fix the same to reduce inventory.
All these steps help in inventory reduction and better control over costs.
3)Motion
Unwanted movement of tools or employees results in Motion wastes.Faulty office/factory layout and misplaced tools and resources also cause motion wastes.
Solution:
- An effective and planned production layout removes motion waste.
- Focus on minimizing employee movement.
- Ensure that the requisite tools and resources are available and within reach.
Figure below depicts the Toyota Production System. In this flow, the car (under production) moves through the chain. The concerned employees station at respective stations. They have access to the tools and resources required to perform their jobs. Happy employees build happy products!

Source: http://ichainnel.com
4)Waiting
Waiting occurs when someone in the process chain waits to take the next action in the process.
Some of the causes for waiting are-
- Machinery or system downtime
- Faulty resource planning
- Unplanned work allocation
- Insufficient workforce
- Faulty communication techniques
Solution:
- Effective planning for workforce requirements and effective people management practices reduce waiting times.
- Any form of downtime is a waste and costs money to the organization.
- Effective machinery maintenance systems coupled with well-defined issue resolution process reduce wastes.
In the figure below, imagine you’re an F1 driver and what those precious seconds waiting at the pit-stop mean to you!

Source: https://www.sportskeeda.com/f1/what-happens-during-f1-pit-stop
5)Overproduction
Production not tied to demand from customers results in overproduction.
Causes for over-production are-
- Faulty process flows
- Ineffective forecasting techniques
- Lack of production schedule design/adherence
Above all, the different units within the value chain working in silos.
Solution:
- Instituting a Just-in-Time model of production removes over-production.
- Production schedules aligned with customer demands, thereby reducing inventory costs and waiting times.
6)Over-processing
Same as over-production, over-processing relates to internal processes rather than customer demand. Over-processing relates to performing the same process again instead of focusing on right-first-time.
This has major examples in the service organizations and offices. A document goes through many layers of approvals before final action.
Causes of Over-processing are
- Excessive reporting
- Duplicate entry of data at various stages
- Back and forth flow of queries related to the same documents
- Re-work caused by human errors.
Solution:
- Simplifying and standardizing processes is the key mitigating factor.
- Flow-charting and value stream mapping identify non-value add steps within the process.
- Upon removal of nonvalue added steps, cycle times reduce.
7)Defects
Every organization fears this word – Defects!
It adds to re-work. The process needs re-doing or reviewing, which costs money. Above all, the risk of a faulty product or service reaching the customer also tends to be high. Thereby compelling managers to add further controls and checks within the process.
It is not possible to remove defects in entirety. Identifying the cause for defects is the key.
Usual causes are -
- Low quality of documented procedures
- Ineffective training plans
- Lack of robust system controls
- Weak quality control mechanisms
- Substandard inputs
Solution:
- Designing standard operating procedures help reduce defects.
- On-going training and assessment of employees is essential.
- Robust quality control mechanisms and effective people management practices further help reduce defects.
- Simple techniques like Poka Yoke (mistake-proofing) can help identify defects earlier in the process.
8)Underutilization of Skills
A new one added to the 7 Wastes; nonetheless, a very important aspect that organizations need to look at. The key to the success of any organization are its people. Investment in people tends to generate multifold returns, unlike any other resource.
8 wastes management also requires a robust and driven workforce. A workforce that seeks self-improvement and thrives to achieve quality output for customers.
Solution:
- The best ideas usually come from the ones who do the job on a daily basis – which are the employees.
- Ask them for ideas to improve a product or service.
- Chances are they would come with the pain-points that they face.
- Also, suggest alternatives to resolve the same.
When ideas flow bottom-up, the chances of the same getting implemented increases. Employees tend to own their ideas more. This gives rise to a motivated and engaged workforce.
Finally, let’s take a look at the Multinational companies that have adopted Lean Six Sigma as a culture and have reaped immense operational efficiency include-
Toyota, Ford Motor, John Deere, Intel and Nike to name a few.
So, how did they embed lean within their systems?
- Toyota-
- Toyota has lean manufacturing as a management philosophy.
- Toyota Production System is at the heart of this.
- It is an integrated socio-technical system combining lean production systems and organization design.
- It recognizes the need to sync people and technology interactions at workplace.
- No wonder that Toyota is among the top three car manufacturers in the world today.
- Henry Ford-
- We know Henry Ford for his path-breaking ideas on waste reduction.
- John Deere-
- John Deere is a leading manufacturer of agricultural machinery.
- It spends millions of dollars in transforming its production units using lean manufacturing.
- Another great example of how lean helps sustained improvements.
- Intel-
- Intel is the World leader in chip manufacturing.
- It reduced timelines for chip introduction to its factory.
- From 14 weeks earlier to 10 days using lean principles.
- The only firm in the segment to achieve these timelines.
In a nutshell:
All organizations in today's fast-moving market landscape supported by disruptive technological advances. Organizations cannot afford to lose customers. One of the keys to retaining customers and building a brand is delivering on the promise.
Removal of “Muda” using the 8 wastes of lean methodologies is simple and effective. Aligning operations with focus on efficient delivery to customers is the key to success in today’s world.
Click here to know the 7 Organizational Trends in Quality Management